In large-scale buildings and industrial facilities, heat production requires a reliable, high-capacity system that handles complex demands. This is the domain of the commercial boiler—a mechanical system engineered to convert fuel into thermal energy on a scale far beyond what’s needed in a residential setting. While both residential and commercial boilers perform the same fundamental task of heating water or generating steam, the differences lie in volume, complexity, and infrastructure integration.
Residential boilers typically serve single homes, running smaller loads with less required precision. Commercial boilers, by contrast, operate as industrial-grade machines, supporting hospitals, schools, skyscrapers, manufacturing plants, and other high-occupancy or high-output environments. By either heating pressurized water or producing steam, these systems distribute energy through a building’s HVAC or process systems efficiently. Every degree of heat and every pound of steam starts with the boiler’s core function: burning fuel—whether natural gas, oil, propane, or biomass—to generate heat that is then transferred via water or steam into usable energy for the building’s operational needs.
Types of Commercial Boilers: Fire-Tube vs. Water-Tube
Fire-Tube Boilers: Compact Design for Lower Pressure Needs
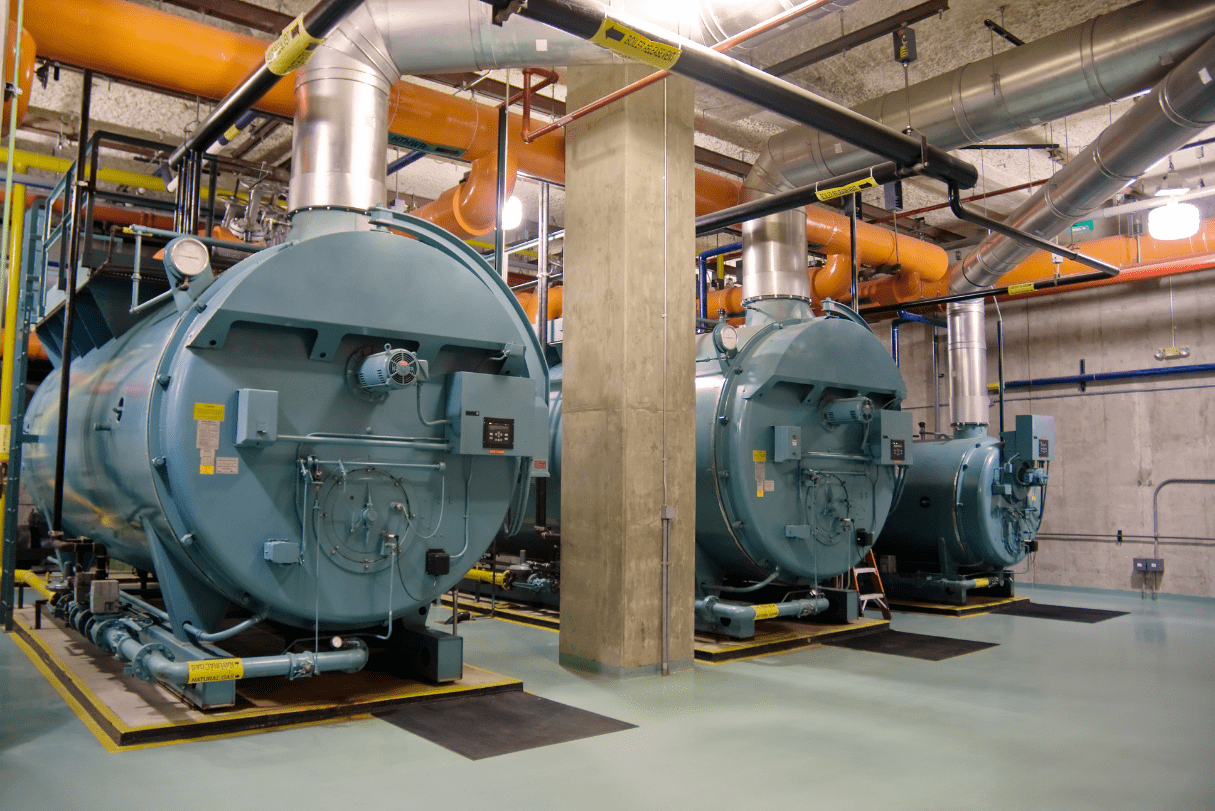
Fire-tube boilers operate on a simple yet effective principle: hot combustion gases flow through a network of steel tubes submerged in water. The heat from the gases transfers through the tube walls and into the surrounding water, gradually raising its temperature and producing steam or hot water. This configuration keeps the design compact and straightforward.
Typically, fire-tube boilers are suited for systems operating at pressures up to 250 psi and for output capacities below 50,000 pounds per hour (PPH). Due to their cylindrical pressure vessel design and lower surface-to-volume ratio, they prioritize heat retention over fast-response heating.
These systems are widely used in schools, office buildings, and low-rise commercial spaces. Why? Because they deliver consistent performance with minimal operational complexity and lower upfront costs. Maintenance is simplified thanks to their horizontal layout and accessible interiors.
- Operation: Hot gases from combustion travel through tubes surrounded by water.
- Efficiency: Ranges between 75% and 85% in most standard units without economizers.
- Applications: Buildings with steady, lower-pressure heating needs such as hotels, dormitories, and hospitals.
Water-Tube Boilers: High Pressure, High Capacity
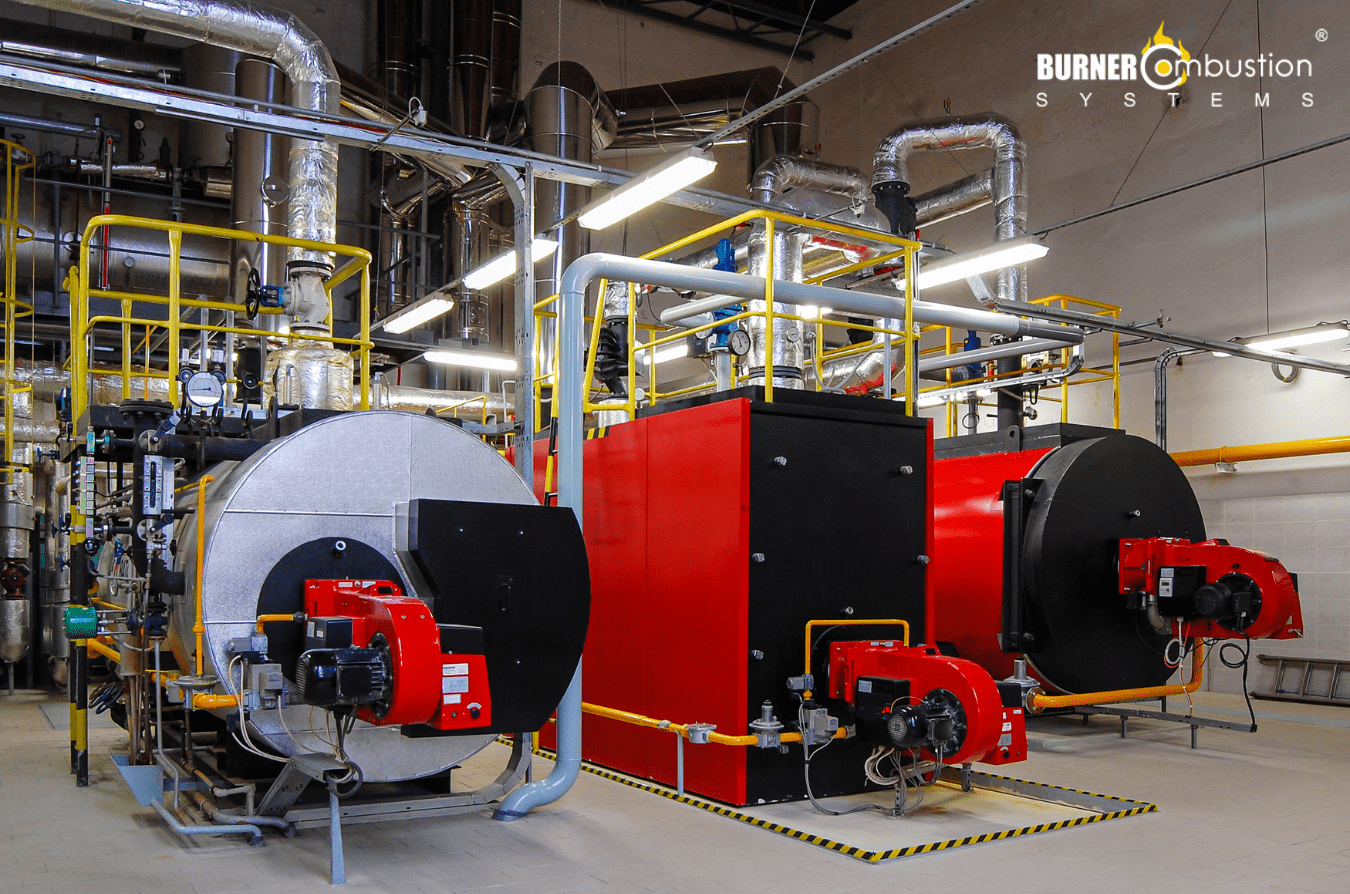
Water-tube boilers reverse the roles: water runs through the tubes, while hot gases from the burner circulate around the outside. This setup allows far greater thermal pressure and volume handling, making them ideal for environments where steam delivery must be constant and fast.
Common in manufacturing plants, refineries, and district heating systems, water-tube boilers can handle pressures exceeding 1,000 psi and output capacities reaching 250,000 PPH or more. Greater surface area contact between water and heat increases thermal transfer efficiency and enables high-speed heat-up.
Because each tube handles a small portion of the total pressure, these boilers offer built-in safety redundancy and can be customized for dual-fuel or modular burner arrangements. Systems often include economizers and feedwater preheaters to push overall efficiency beyond 90%.
- Operation: Water circulates through tubes, with heat applied externally via gas or oil combustion.
- Efficiency: Often exceeds 90% with additional thermal recovery components.
- Applications: High-pressure, high-volume scenarios such as chemical processing, large universities, and district energy plants.
When to Choose Industrial-Scale Boilers
Choosing an industrial-grade boiler depends on demand severity and space constraints. Facilities requiring over 100,000 lbs/hr of steam, or operating continuously at high pressures, benefit measurably from the scalability and resilience of industrial water-tube boilers. Fire-tube systems, although easier to install and control, hit limitations quickly when demand spikes or redundancy becomes mandatory.
Projects involving multiple zones, backup systems, or integration with cogeneration often employ modular water-tube setups. These systems allow facility managers to rotate units for maintenance without disrupting service, and to handle seasonal load variation efficiently.
Ready to compare detailed performance metrics or lifecycle costs for your own facility? Start by mapping your heating load profiles against uptime requirements. Then determine whether your system will prioritize installation cost, energy savings, or operational flexibility.
Inside the Machinery: Key Components of a Commercial Boiler System
A commercial boiler integrates several subsystems and mechanical elements, each executing a specific role to produce, regulate, and deliver heat efficiently. From the initial spark in the burner to the final push of heated water through a building’s heating system, these components work together to meet high-demand thermal loads in schools, hospitals, manufacturing plants, and office towers.
Burner
The burner initiates the heating process by mixing fuel—typically natural gas or oil—with air and igniting it in a controlled environment. Its performance directly affects combustion efficiency and emissions. Sophisticated commercial setups often include modulating burners, which vary their firing rate based on real-time load requirements. This modulation reduces fuel waste and minimizes thermal cycling. Burner turndown ratios, often ranging from 5:1 to 10:1 in commercial units, allow a boiler to operate efficiently across a broad range of demand conditions.
Heat Exchanger
Once combustion occurs, the heat generated must be transferred to the working fluid—usually water or water-based glycol mixtures. The heat exchanger, typically made from cast iron, copper, or stainless steel, conducts this transfer. In a fire-tube boiler, hot gases flow through tubes surrounded by water. In water-tube boilers, water circulates inside the tubes while hot gases envelop them. The integrity and surface area of the heat exchanger dictate the thermal efficiency; more surface area enables more effective heat absorption.
Combustion Chamber
Located adjacent to or surrounding the burner, the combustion chamber contains the ignition and flame. It must withstand continuous exposure to high temperatures and thermal stress. Materials like refractory brick, ceramic fiber, or castable insulation line the walls to prevent heat loss and protect the metal boiler shell. Chamber design also influences flame stability, acoustic resonance, and emission profiles.
Control Systems and Sensors
Temperature setpoints, safety interlocks, pressure thresholds, and ignition sequences are all governed by a network of controllers and sensors. A modern commercial boiler often includes:
- PID controllers: Automatically adjust fuel input to maintain consistent output temperatures.
- High-limit cutoffs: Disable ignition if temperatures or pressures exceed safe limits.
- Flow switches and pressure transducers: Monitor fluid circulation and system balance.
Advanced control systems may connect to a building’s BMS, enabling remote monitoring, predictive fault detection, and load-based optimization.
Exhaust Stack
After combustion, gases containing hydrogen, carbon dioxide, and small amounts of nitrogen oxides (NOₓ) must be vented. The exhaust stack, or flue, channels these gases away from the heat exchanger and out of the facility. To improve draft efficiency and prevent corrosion, many commercial systems use lined stacks and incorporate draft regulators. In condensing boilers, secondary heat exchangers reclaim latent heat from the exhaust before venting, further boosting efficiency.
Pumps and Piping
Heated water or steam must be moved reliably through a facility’s radiators, coils, or air handlers. That job falls to circulator pumps and a network of insulated piping. Pump selection—based on head pressure, flow rate, and temperature tolerance—affects system responsiveness and energy draw. Piping layouts may include primary-secondary loops, low-loss headers, and variable-speed drives to accommodate different load zones and fluctuating demand profiles.
Fuel Types and Energy Efficiency in Commercial Boiler Systems
Natural Gas: The Leading Choice for Efficiency
Natural gas powers the majority of commercial boilers in North America, and for good reason. This fuel delivers high combustion efficiency, lower carbon emissions per British thermal unit (BTU), and predictable price stability in large markets. Condensing boilers operating on natural gas can reach thermal efficiencies of up to 98% under optimal conditions. That level of performance directly reduces fuel consumption and lowers monthly energy costs.
Facilities that require consistent heating for space or process needs—such as hospitals, universities, and multi-tenant commercial buildings—benefit from this efficiency. Additionally, natural gas infrastructure is widely available in urbanized regions, making it the most accessible and scalable fuel option.
Oil-Fired Boiler Systems: Viable Where Gas Is Scarce
In rural areas or older buildings not connected to gas lines, oil remains a feasible solution. No. 2 heating oil is the most common type used in commercial settings. These boilers typically operate at thermal efficiencies between 85% and 89%, though advances in burner technology and heat exchanger design have improved performance in recent years.
Although oil contains more energy per gallon than natural gas—about 138,500 BTUs per gallon versus natural gas’s 1,030 BTUs per cubic foot—it also produces more carbon dioxide per unit of heat. This environmental trade-off often influences long-term fuel selection.
Electric Boilers: Clean Output, High Operating Cost
Electric boilers eliminate on-site emissions entirely, making them attractive for facilities with strict environmental mandates. They use resistance heating elements or electromagnetic induction to generate heat directly into water or steam. Thermal efficiency can reach nearly 100% because all supplied electrical energy converts into usable heat.
Despite their clean operation, electric boilers carry higher lifecycle costs. As of early 2024, the U.S. commercial sector’s average electricity rate stands at 11.45 cents per kWh, significantly higher than the equivalent energy cost of natural gas. For operations requiring large heating demands, this price differential can outweigh the environmental advantages.
Renewable Fuels: Biomass and Hydrogen
Commercial systems using renewable fuels are emerging in specialized and government-backed applications. Biomass boilers burn organic materials—such as wood pellets or agricultural waste—and can reach efficiencies of 80% to 90% with modern combustion controls.
Hydrogen combustion boilers, while still in pilot stages, offer a zero-carbon heat source when fueled by green hydrogen produced from electrolysis powered by renewables. These systems operate similarly to natural gas boilers, but infrastructure, safety codes, and fuel delivery systems remain under development.
Interpreting Boiler Energy Efficiency Ratings
- AFUE (Annual Fuel Utilization Efficiency): This metric represents the percentage of fuel converted into usable heat over a typical year. High-efficiency commercial boilers often rate above 90% AFUE.
- Thermal Efficiency: Measured under steady-state conditions, this percentage reflects how efficiently heat from fuel transfers to water or steam in the boiler. Top-performing systems exceed 95% thermal efficiency.
Manufacturers are required to publish these ratings, and facilities relying on high-load heating should use them to assess operational costs, not just upfront equipment prices. Annual fuel spending forms a substantially larger portion of total cost of ownership than initial installation.
Why High Efficiency Pays Off
Selecting a high-efficiency commercial boiler cuts operating expenses over time. For instance, a 5% increase in boiler efficiency can save tens of thousands of dollars annually in a large industrial or institutional setting. Reduced fuel use also aligns with emissions targets, utility rebate qualifications, and sustainability certifications like LEED.
For energy managers and facility engineers, evaluating both the fuel type and the efficiency rating of a commercial boiler is a foundational step in system design. It drives not only operational budget impacts but also future-proofing efforts amid changing regulatory and environmental expectations.
The Heat Exchange Process in Boilers: Converting Fuel into Usable Energy
At the core of every commercial boiler system lies the heat exchange process—a series of physical and thermodynamic transformations that deliver heating, hot water, or steam as needed. Understanding how this process functions within the equipment provides insight into performance, efficiency, and energy utilization across commercial facilities.
From Flame to Fluid: Direct Transfer of Thermal Energy
Heat exchange begins the moment the burner ignites. Inside the combustion chamber, fuel mixes with air, producing high-temperature flame. This thermal energy must then absorb into the fluid medium—typically water or a water-glycol mixture.
In fire-tube boilers, hot gases from the flame pass through tubes, which are surrounded by water on the outside. The heat conducts through the metal tube walls into the surrounding water, steadily increasing its temperature. Water-tube boilers invert this arrangement; here, water flows through the tubes while hot gases envelop them, transferring heat inward.
Flow dynamics, turbulence within the gas stream, surface area of the tube walls, and the material’s thermal conductivity—all influence the rate and efficiency of heat transfer. Higher turbulence inside the flue gas paths will promote faster energy absorption by disrupting boundary layers and exposing more molecules to conductive surfaces.
Steam Generation for Industrial Demands
Commercial and industrial environments often require not just hot water, but high-pressure steam. Once the water reaches its boiling point under pressure, it phase-shifts into vapor. The rate of steam generation depends on the thermal input and system pressure.
Facilities in manufacturing, food processing, and chemical production rely on consistent steam output. In these applications, saturated or superheated steam maintains targeted temperatures for sterilization, drying, or heat-driven chemical reactions. Water-tube boilers, with faster steam-raising capabilities and higher pressure thresholds, dominate this sector.
Enabling Controlled Indoor Temperatures
In office buildings, hospitals, and schools, the heat exchange process supports climate stability. Heated water or steam circulates through radiators or air handling units, releasing thermal energy to the building spaces through convection and radiation. Even slight fluctuations in heat transfer consistency can disrupt occupant comfort.
Flow modulation valves and variable-speed pumps integrate with the heat exchange system to adjust output based on real-time demand. This ensures steady temperature control and reduces energy waste in underoccupied zones.
Losses and Thermal Recovery Strategies
While most of the combustion energy transfers to the working fluid, a percentage escapes. Heat loss occurs in several ways:
- Stack Loss: Unused thermal energy exits via flue gas exhaust.
- Radiation Loss: Heat dissipates from the boiler shell into the plant room.
- Blowdown Loss: Boiler water purge cycles remove scale-forming minerals, taking thermal energy with them.
Heat recovery systems offer strategies to reclaim this energy. Economizers, installed along the flue, recapture residual heat from exhaust gases to preheat incoming feedwater. Condensing technology pushes this further—by cooling flue gases below dew point, latent heat of vaporization is recovered and re-injected into the system. This boosts overall thermal efficiency by up to 10%-12% in modern condensing boilers, according to U.S. Department of Energy data.
What role does heat recovery play in your building’s energy performance? Examining burner turndown ratios, flue gas temperatures, and return water conditions offers a starting point for optimization.

Advanced Automation: Inside Commercial Boiler Control Systems
Types of Boiler Control Systems
Modern commercial boiler systems rely on a network of automated controls designed to regulate performance, optimize fuel-to-output ratios, and maintain safe operating conditions. Four main types of control systems operate within these frameworks:
- Pressure Controls: These controllers regulate the internal steam or water pressure by responding to preset thresholds. When the pressure falls below or rises above target values, the system triggers the burner or opens relief mechanisms accordingly.
- Temperature Controls: Designed to maintain consistent output temperatures, these systems engage or disengage burners or modulating valves based on return water or flue gas temperature readings. In hydronic systems, precision here avoids overheating or energy loss.
- Modulating Controls: Rather than a binary on/off response, these controls fine-tune burner firing rates to match frequent load changes. Modulation improves fuel efficiency significantly, providing smoother operation and extending component lifespan.
- Fault Detection Systems: Embedded diagnostic logic detects anomalies such as flame failure, sensor drift, or pump failure. These systems activate alerts, trigger shutdown sequences in hazardous events, and log error data for analysis.
Integration with Building Management Systems (BMS)
Commercial boilers do not operate in isolation. They connect directly into centralized Building Management Systems, allowing for cross-system synchronization across HVAC, lighting, and other utility domains. Through BMS integration:
- The boiler communicates real-time operating parameters such as fuel usage, runtime hours, and cycling frequency.
- Facility operators control boiler setpoints remotely, schedule routines, and receive alerts for off-nominal conditions.
- Energy data from the boiler feeds into the larger building energy model, which enables holistic consumption analysis and ESG reporting.
Integration protocols typically follow BACnet, Modbus, or LonWorks standards—ensuring interoperability with third-party automation platforms.
Benefits of Boiler Automation
Automated boiler control systems consistently yield measurable performance improvements. Three outcomes stand out:
- Energy Savings: By adjusting burner output to match real-time demand, modulating systems reduce fuel consumption during low-load periods, avoiding waste from constant cycling.
- Real-Time Monitoring: Operators view thermal output, fuel rate, and system status on centralized dashboards. This visibility enables fast intervention and system tuning.
- Predictive Maintenance: Data analytics identify performance trends and deviations—such as increasing flue gas temperature or lagging ignition response—which signal wear before failure occurs. Timely corrective action reduces downtime and repair costs.
Smart Boilers and IoT Integration
With the adoption of IoT (Internet of Things) technologies, commercial boilers are becoming intelligent nodes within digital infrastructure. Through embedded sensors, remote connectivity, and cloud-based analytics, these systems extend beyond programmable logic:
- Boilers now auto-collect granular data including combustion efficiency, delta T across heat exchangers, and emissions levels.
- Operators access this data remotely via mobile apps or cloud dashboards—enabling 24/7 visibility across multi-site portfolios.
- Machine learning algorithms model this data stream to detect performance patterns and recommend optimization strategies, such as fine-tuning modulating valve responses or revising scheduling sequences.
Ultimately, smart boiler technology transforms a traditionally reactive utility into a proactive efficiency driver within the built environment.
Getting the Right Fit: Boiler Sizing and Load Considerations
Right-Sizing Determines Both Performance and Efficiency
Over-specify a commercial boiler, and it cycles on and off more frequently than it should—consuming excessive energy and reducing system longevity. Go too small, and it struggles to meet heating demands, especially during peak periods. Correct sizing delivers optimal fuel efficiency while maintaining occupant comfort and fulfilling system performance needs.
Start with a Detailed Heating Load Calculation
Boiler sizing begins with a precise heat load calculation. That figure captures the total amount of heat required to maintain indoor temperatures during the coldest day of the year—commonly known as the design day. This load depends on multiple variables tied to building characteristics, including:
- Square footage and layout: Larger spaces require more energy. Multi-zone systems may call for multiple boilers, each sized for its specific zone.
- Insulation and thermal envelope: Well-insulated properties reduce total load; buildings with poor envelope performance push boiler capacity higher.
- Window area and orientation: South-facing glass in a cold climate can either introduce heat gain or increase heat loss depending on glazing and shading.
- Building use and internal gains: Facilities like hospitals or manufacturing plants generate internal heat through equipment and processes, which affects the load balance.
Handle Peak Demand Without Paying for Oversizing
In most facilities, maximum load occurs only during the harshest weather or during specific usage spikes. To handle this without oversizing the primary unit, system designers account for:
- Peak load: The short-term maximum demand conditions the system must serve, such as early morning startup or extreme cold weeks.
- Standby capacity: Redundancy built into the system via multiple boilers allows the load to be spread while ensuring no downtime during maintenance cycles or unit failure.
Designers often use a modular approach—installing several medium-sized boilers that work together. This configuration increases flexibility, as units can rotate operation to extend lifespan and modulate output to match demand closely.
Account for Seasonal Swings and Occupancy Variations
In seasonal climates, demand fluctuates across the year. A boiler system that pushes full capacity in January might barely operate in May. Similarly, fluctuating occupancy levels—from schools shutting down for breaks to office buildings operating at half capacity—require systems that can scale up or down seamlessly.
Load profiling, based on historical usage data and predictive modeling, informs how modular boilers or variable firing controls are programmed. These solutions prevent energy waste during low-load conditions while still offering robust heating when required.

Precision in Performance: Maintenance and Inspection Requirements for Commercial Boilers
Structuring Inspections by Frequency
Commercial boiler systems demand a structured maintenance schedule to function efficiently and comply with operational standards. Inspections fall into three categories based on frequency:
- Monthly: Technicians check operational logs, monitor boiler pressure and temperature readings, inspect for visible leaks, and test safety devices including pressure relief valves and low-water cutoffs.
- Quarterly: Maintenance includes burner and flame sensor checks, adjustment of combustion controls, and verification of air and fuel interlocks. Water analysis data should also guide chemical dosing adjustments this often.
- Annual: Full teardown and internal inspection take place. Tasks include hydrostatic testing, ultrasonic thickness testing of pressure boundaries, refractory inspection, removal of scale and soot from heat exchange surfaces, and recalibration of all control instrumentation.
Critical Maintenance Checkpoints
Regular upkeep targets specific boiler components and functions that directly influence performance and safety:
- Burner Calibration: Precision tuning of air-fuel ratios ensures optimal combustion. A fuel-rich or lean mix reduces efficiency and increases emissions. Digital combustion analyzers record oxygen, carbon monoxide, and flue gas temperature in real-time, enabling targeted adjustments.
- Leak Detection: Technicians use ultrasonic leak detectors and pressure decay tests to identify early-stage failures in seals, gaskets, and piping. Undetected leaks escalate operational hazard and heat loss.
- Boiler Water Chemical Treatment: Fluctuations in pH, conductivity, and hardness threaten boiler longevity. Automated chemical feeders correct deviations based on continuous online monitoring data, preventing corrosion and scale deposition.
- Scale and Soot Removal: Even a 0.03-inch layer of scale can reduce boiler efficiency by over 2%. Descaling with acid-based solvents and mechanical brushing restores thermal transfer. Soot, a byproduct of incomplete combustion, insulates fire-side surfaces and gets vacuumed or soot-blown, depending on the boiler type.
Preventative Maintenance: The Downtime Multiplier
Skip a scheduled inspection, and downtime risk multiplies. Preventative maintenance enables early fault detection, allowing corrective action before failure. Data from the Department of Energy show that facilities implementing predictive and preventative boiler maintenance experience 10% to 12% lower fuel consumption and reduce unplanned outages by over 50%.
Responsibilities of the Maintenance Team
Technicians do more than tighten valves and recalibrate gauges. Their responsibilities revolve around three core activities:
- Documentation: Every inspection, repair and adjustment gets logged. Digital CMMS (Computerized Maintenance Management System) platforms preserve these records to facilitate audits and identify failure trends.
- Compliance Enforcement: Maintenance technicians verify that servicing meets ASME, OSHA, and local code requirements. They collaborate with safety officers to ensure regulatory alignment across boiler rooms.
- Performance Analysis: By interpreting combustion data, vibration readings, and water chemistry logs, technicians diagnose underperformance before physical symptoms emerge.
Looking Ahead
How efficiently does your current maintenance protocol address carbon buildup, water cycle balance, and burner reliability? The long-term operational resilience of your commercial boiler depends on those answers. Build your schedule to outpace wear and optimize runtime—because missed maintenance isn’t just a statistic. It’s a cost.
Common Boiler Troubleshooting Issues
No Heat or Hot Water
Loss of heat or hot water usually points to one of three culprits: a faulty thermostat, a circulation issue, or ignition failure. When thermostats misread ambient temperatures or fail to trigger the boiler on demand, the system stays idle. Circulation problems often stem from broken pump components, blocked pipes, or airlocks in the system. For gas-fired boilers, ignition failure—whether due to dirty electrodes or a failed gas valve—halts heat generation entirely.
Leaking or Dripping
Water leaks from a commercial boiler create safety hazards and reduce system efficiency. The location of the leak gives away the underlying issue. If the leak originates near pressure valves or temperature sensors, the system is likely overpressurized or overheating. Leaks near pipe joints suggest corrosion, while seepage around seals often indicates worn gaskets. Over time, even small leaks will damage surrounding components and accelerate system degradation.
Strange Noises: Kettling or Hissing
Hissing and rumbling sounds—commonly referred to as “kettling”—signal limescale buildup in heat exchangers, especially in hard-water areas. When scale accumulates on internal surfaces, it restricts water flow and causes localized overheating. Trapped air can produce a similar effect, creating gurgling or banging noises as water struggles to circulate freely. Left unresolved, these issues reduce thermal transfer efficiency and increase long-term operational costs.
Low Pressure
Boiler systems that show consistently low pressure—usually below 1.0 bar on the gauge—won’t perform to spec. The most frequent causes include water leaks, recent system bleeding, or failed expansion vessels. Unlike residential models, commercial systems often depend on external pressurisation units, and a malfunction in these components can quickly trigger a pressure drop. Regular pressure monitoring ensures stable heat output and protects against shutdowns.
Thermostat and Control Malfunctions
Digital and analog control modules, including thermostatic sensors and programmable logic controllers (PLCs), regulate every function from fuel feed to pump operation. When these units fail or misread environmental inputs, the boiler may short cycle, overheat, or fail to fire. Sensor calibration drift and electrical interference often go unnoticed until thermostat readings become inaccurate and control logic becomes erratic.
Ignition Failures
Unaffected by external demand signals, a boiler that fails to ignite interrupts heating entirely. For gas units, the probable causes include blocked flue pipes, gas supply issues, or broken ignition wires. In modern systems with electronic ignition, firmware faults or sensor misalignment can also prevent startup. If burners appear sooty or emit unusual smells, combustion quality should be assessed immediately by a trained technician.
Solutions and When to Call in Professionals
While resetting control units or repressurising a system can be handled in-house, many commercial boiler faults demand skilled intervention. Here are some practical guidelines:
- Leaks and pressure issues: Inspect visible joints and valves, but call for professional assessment if the origin isn’t obvious.
- Ignition failures: Power cycle the control system once, then contact a certified gas technician if failure persists beyond two attempts.
- Strange noises: Bleed radiators or flush the system to eliminate air; if the sound continues, descaling may be necessary.
- Thermostat problems: Check sensor placement and verify settings; if readings fluctuate or reset unexpectedly, a full diagnostic is warranted.
Technicians equipped with combustion analyzers, infrared thermography, and diagnostic software can isolate failures efficiently. For large buildings with BMS integrations, resolving boiler faults often involves evaluating how the boiler interfaces with zoned heating and ventilation systems. Prompt troubleshooting prevents minor inefficiencies from evolving into system-wide failures.
Ensuring Compliance with Safety and Building Codes for Commercial Boilers
OSHA and Local Safety Standards for Boiler Operation
Compliance begins with Occupational Safety and Health Administration (OSHA) regulations, which enforce safety procedures for boiler operation across industrial environments. While OSHA does not maintain a specific boiler code, it references the American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code and mandates that employers provide safe working conditions, which directly includes the installation and maintenance of commercial boilers.
State and local jurisdictions often build on OSHA’s framework, introducing specific safety requirements such as mandatory pressure relief valves, automatic shut-off features, and combustive air controls. In jurisdictions like New York City, for instance, commercial boilers must pass annual inspections by licensed technicians under the NYC Department of Buildings regulations, which align closely with ASME and National Board Inspection Code (NBIC) standards.
Pressure Vessel Codes: Adhering to ASME Standards
The ASME Boiler and Pressure Vessel Code (BPVC), particularly Section I for power boilers and Section IV for heating boilers, defines construction guidelines that manufacturers must follow. Any installed commercial boiler must bear an ASME stamp certifying that the vessel was built according to these rules. This includes material specifications, fabrication techniques, testing procedures, and safety valve settings.
Beyond fabrication, ASME also establishes in-service inspection schedules. For example, in high-pressure steam boilers, annual internal inspections and hydrostatic pressure tests must be documented and certified by an authorized inspector. Skipping these inspections will not only violate code but also void many insurance policies tied to industrial machinery.
EPA Emission Regulations and Environmental Compliance
Emissions from commercial boilers fall under the scope of the U.S. Environmental Protection Agency (EPA), particularly the National Emission Standards for Hazardous Air Pollutants (NESHAP) for boilers and process heaters. Facilities with boilers larger than 10 MMBtu/hr firing fossil fuels must track and report emissions such as nitrogen oxides (NOx), sulfur dioxide (SO₂), and particulate matter (PM).
The EPA requires that boilers meet strict limits on emissions through the use of low NOx burners, flue gas recirculation, or post-combustion controls like selective catalytic reduction (SCR). Noncompliance can lead to daily fines of up to $50,000, and enforcement has intensified under recent amendments to the Clean Air Act.
Certification and Trained Operator Requirements
Operating a commercial boiler system without certified personnel undermines both safety and efficiency. Many states require licensed boiler operators for systems above a certain horsepower threshold. For instance, in Massachusetts, any plant operating boilers rated over 9 bhp must staff licensed firemen or engineers depending on the pressure and configuration.
Certifications are issued by authorities such as the National Association of Power Engineers (NAPE) and the National Institute for the Uniform Licensing of Power Engineers (NIULPE). These programs cover combustion theory, emergency shutdown, water treatment, code compliance, and system diagnostics. Trained operators not only reduce the risk of incidents but also minimize downtime and fuel waste.
Periodic training refreshers are also mandated in several regions. Facilities using automated boiler systems often require technicians capable of programming or adjusting PLC-controlled safety devices in compliance with National Fire Protection Association (NFPA) Guidelines, particularly NFPA 85: Boiler and Combustion Systems Hazards Code.
- OSHA and jurisdictions: Require qualified personnel, inspections, and proper enclosure of mechanical spaces.
- ASME certification: Mandatory for the pressure vessel and dictates inspection intervals.
- EPA compliance: Demands emission tracking and control technologies for regulated contaminants.
- Operator qualifications: Must be documented, tested, and compliant with facility horsepower ratings and local statutes.
Integrating Commercial Boilers into HVAC and Building Management Systems
Connecting Boilers with Modern HVAC Infrastructure
Commercial boilers rarely operate in isolation. In multi-zone buildings and large-scale facilities, they form the thermal backbone of integrated heating, ventilation, and air conditioning (HVAC) systems. When paired with variable air volume (VAV) systems, fan coil units, or hydronic radiant heating circuits, boilers distribute heat precisely where and when it’s needed—room by room and hour by hour.
This orchestration eliminates redundant energy use and prevents both overheating and underheating, especially in facilities where thermal loads shift throughout the day. In new construction, most HVAC designs embed boilers directly into overall system schematics, ensuring that the thermal output aligns with cooling systems, air handlers, and ventilation schedules.
Benefits of Integration with Building Management Systems (BMS)
Connection to a centralized BMS dramatically enhances the intelligence and responsiveness of a commercial boiler installation. Through real-time data from pressure sensors, temperature probes, and flow meters, BMS platforms continuously adjust settings to match fluctuating building demands.
- Centralized monitoring: Technicians access real-time data on combustion metrics, temperature output, and system cycling from remote dashboards, identifying performance trends and anomalies at a glance.
- Energy usage tracking: BMS software plots historical and real-time consumption patterns. This dataset exposes inefficiencies, helping operations teams benchmark performance across monthly or seasonal cycles.
- Error diagnostics: Alerts and fault codes are logged automatically, enabling preemptive maintenance and reducing unscheduled downtime.
Efficient Hot Water Distribution through Integrated Design
When boilers, pumps, and thermostatic mixing valves operate under a unified control architecture, hot water delivery becomes more predictable and efficient. Demand-responsive pumping strategies modulate water volume based on occupancy, exterior temperature, and usage patterns.
For example, a multistory office building may reduce hot water flow to seldom-used zones over the weekend, redirecting resources to high-use business areas. As a result, fuel input drops while maintaining occupant comfort.
Automated Optimization with AI and Machine Learning
Next-generation BMS platforms are incorporating AI-powered predictive models that refine boiler operation autonomously. Algorithms learn from historical usage data, weather forecasts, occupancy schedules, and peak load events.
Over time, machine learning systems optimize start/stop cycles, reduce standby losses, and align boiler output with broader energy goals. A facility might shave off 5–15% in fuel costs annually by eliminating unnecessary cycling and tuning setback schedules algorithmically.
This level of automation also enables tighter integration with renewable sources and thermal storage systems, supporting decarbonization strategies without sacrificing reliability.
Modernizing Heat: Upgrading and Retrofitting Boiler Systems
When to Consider an Upgrade
Decisions about upgrading a commercial boiler system often stem from a few clear indicators. Age plays a major role—systems older than 20-25 years typically operate at lower efficiency levels than modern equivalents. Compare that with new models, which can reach thermal efficiencies of 90% or higher.
Consistently rising maintenance costs signal declining component integrity. If service records show repeated issues with burners, pumps, or control systems, delaying upgrades leads to operational disruptions. Alongside this, monitor fuel usage; older systems frequently burn more fuel per BTU delivered.
Inefficient operation shows up in uneven heating distribution and delayed warm-up times. Situations like these usually point to outdated controls or poor combustion management. From a financial standpoint, excessive fuel bills also build the case for retrofits.
Retrofitting Options: Enhancing Performance Without Full Replacement
Not every system needs to be replaced from the ground up. Strategic retrofits can convert an average-performing boiler into a highly efficient heating unit. Here are several proven modernization options:
- High-Efficiency Burners: Swapping legacy burners for modern low-excess-air models reduces fuel consumption and improves combustion control. For instance, a burner with 10:1 turndown capability adjusts more accurately to real-time demand.
- Economizers: These devices capture heat from flue gases and use it to preheat incoming feedwater. This can reduce fuel use by 5–10%, according to the U.S. Department of Energy.
- Low-NOx Controls: Retrofitting with low-NOx burners or flue gas recirculation systems lowers nitrogen oxide emissions without compromising performance. Some systems drop NOx levels below 30 ppm to meet regional environmental standards.
- Digital Monitoring and Controls: Upgrading to smart controls enables dynamic data collection and predictive maintenance. Integrated PLCs (programmable logic controllers) and BACnet-compatible interfaces simplify management and enable remote diagnostics.
Weighing Cost Against Benefit
The investment required for retrofit varies based on boiler size, system condition, and upgrade scope. Yet the payback often justifies the capital expense. For example, adding an economizer can generate annual savings of 4-7% in fuel costs, translating into a return on investment within three to five years.
Retrofitting digital controls can drive down operational costs by automating staging and load balancing without manual intervention. The improved energy performance and reduced downtime also translate into less need for emergency service calls and unplanned shutdowns—both costly and disruptive events.
When evaluating modernization, calculate both direct returns (fuel and maintenance savings) and indirect impacts, such as improved occupant comfort or longer equipment life. In large facilities or multi-boiler plants, retrofits often outperform full replacements in terms of payback period, especially when structural constraints prevent easy boiler replacement.
Have You Audited Your System Lately?
Performance audits shine a light on inefficiencies that might otherwise remain hidden. When was the last time combustion ratios were professionally tuned? Have flue gas temperatures crept higher over time? These subtle trends point to retrofit opportunities that dramatically alter energy outcomes without the disruption of full-scale replacement.
Reducing Emissions and Enhancing Efficiency: The Environmental Side of Commercial Boilers
Understanding Emission Types and Regulatory Pressure
Commercial boilers generate emissions primarily during the combustion process. The three most scrutinized by environmental regulations are:
- Nitrogen Oxides (NOx): These form when nitrogen in the air reacts with oxygen at high temperatures. NOx contributes to smog and acid rain and worsens respiratory conditions.
- Sulfur Oxides (SOx): Produced by burning fuels containing sulfur, particularly coal and some oils. SOx emissions lead to acid rain and can damage ecosystems and infrastructure.
- Carbon Dioxide (CO2): A direct byproduct of fuel combustion, CO2 is the dominant greenhouse gas driving climate change.
Boiler operators must navigate a landscape defined by stringent environmental mandates. In the U.S., the Environmental Protection Agency (EPA) sets federal emission standards, including the National Ambient Air Quality Standards (NAAQS) and specific limitations under the Clean Air Act. Many states enforce even tighter NOx and SOx thresholds, especially in non-attainment areas such as California’s South Coast Air Basin.
Low-Emission and Condensing Boiler Technologies
Modern boiler systems integrate strategies that drastically reduce harmful gas output. One common approach focuses on combustion modification. Low NOx burners, which operate with staged combustion, reduce peak flame temperatures and starve nitrogen of the oxygen needed to form NOx. For ultra-low NOx operation (below 9 ppm), advanced designs add flue gas recirculation or premix burners.
Condensing boilers further limit emissions and improve thermal efficiency. By capturing latent heat from exhaust gases—usually lost in traditional boilers—they achieve efficiencies of up to 99%. In doing so, they lower CO2 output per unit of energy produced. The lower exhaust temperature also helps curb NOx formation at the combustion source.
Economizers and Flue Gas Heat Recovery
Heat recovery plays a decisive role in both emission reduction and energy conservation. Installations often include:
- Economizers: Positioned in the exhaust stream, these devices transfer residual heat from flue gases to preheat water entering the boiler. This step reduces fuel demand and lowers cumulative emissions.
- Condensing economizers: These capture energy from both sensible and latent heat, especially effective with natural gas-fired systems. They also cool the flue gas further, increasing condensate recovery.
Lowering stack temperatures not only improves efficiency but also minimizes thermal pollution and slows corrosion in downstream ductwork, extending component lifespan.
Aligning with Green Certifications and Sustainability Goals
Facilities employing high-efficiency, low-emission boiler systems move closer to achieving green certifications such as LEED (Leadership in Energy and Environmental Design) and ENERGY STAR. LEED credits can be earned through improved energy performance, enhanced indoor air quality, and the reduction of direct greenhouse gas emissions.
Beyond certifications, many organizations—especially educational institutions, municipalities, and corporations with ESG (Environmental, Social, Governance) mandates—set carbon neutrality deadlines. High-performance boilers contribute meaningfully to these targets by cutting fossil fuel reliance and integrating into broader strategies such as district heating, onsite renewable energy, and demand-side controls.
Cost Considerations and ROI Analysis
Initial Investment vs. Lifecycle Cost
The upfront cost of a commercial boiler typically ranges from $25,000 to over $150,000, depending on the system size, design complexity, and efficiency tier. However, acquisition is only one part of the financial equation. To assess the true cost, facility managers must consider the full lifecycle, which includes installation, fuel consumption, maintenance, downtime, and system longevity.
Boilers with higher thermal efficiency ratings may carry a steeper price tag initially, but they can outpace less expensive models when lifecycle costs are measured over a 10- to 20-year period. Lower operating expenses, reduced fuel usage, and fewer repairs generate savings that offset the initial premium. For example, a condensing boiler with 95% efficiency will consume significantly less fuel than a standard-efficiency unit operating at 80%.
Analyzing Fuel Costs: Natural Gas vs. Alternatives
Fuel represents the most significant recurring cost in boiler operation. Natural gas generally offers the most competitive pricing, with the U.S. Energy Information Administration reporting commercial natural gas at an average of $10.41 per thousand cubic feet in 2023. Compared to fuel oil or propane, which can double or triple that figure per energy unit, natural gas provides considerable cost advantages.
Facilities located in regions with limited access to natural gas may default to fuel oil, biomass, or electricity as alternatives. Each option carries its own operational implications. For instance, biofuel may lower emissions but elevate maintenance demands, while electric boilers—though emission-free on-site—can surge operating costs if local electricity rates are high.
Maintenance Costs and Downtime Losses
Annual maintenance costs can range between $2,000 and $10,000 depending on the boiler capacity, complexity, and operational hours. Planned maintenance reduces the likelihood of unscheduled shutdowns, which directly impact revenue, particularly in manufacturing, hospitality, and healthcare environments where continuous thermal output is non-negotiable.
An unplanned outage often leads to immediate productivity losses, emergency service premiums, and potential penalties in service contracts. Incorporating preventive measures such as water treatment systems, regular inspections, and digital monitoring leads to higher uptime and consistent thermal performance—both of which enhance the system’s economic return.
Utility Rebates and Incentive Programs
Many energy providers and government agencies offer incentives aimed at upgrading old boilers to new high-efficiency models. Rebates can offset 10% to 30% of the total project cost. For example, in California, the Self-Generation Incentive Program (SGIP) offers rebates for systems that use advanced low-emission technologies, and in New York, Con Edison provides incentives up to $275 per MBH for qualifying boiler systems.
These programs not only ease the capital burden but also accelerate the return on investment by delivering cash back or credit within the first year of installation.
Estimating Payback Period and Long-Term ROI
To gauge the payback period of a new or retrofitted boiler, compare the cumulative annual savings in fuel and maintenance against the upfront cost. On average, well-executed efficiency upgrades achieve a payback window of 3 to 7 years. For instance, replacing a 70% thermal efficiency boiler with a 92% condensing model in a facility consuming 10 million BTUs per hour can lead to annual gas savings exceeding $20,000, assuming current average rates and operating hours.
Long-term ROI stems not merely from lower fuel bills, but also from increased equipment longevity. Efficient operation reduces component stress, trim cycles, and heat exchanger fouling—helping systems remain in service beyond the standard 15- to 20-year lifespan with fewer capital interruptions. Sound ROI modeling accounts for higher property resale value, emissions compliance cost avoidance, and reduced insurance premiums tied to advanced boiler safety features.
Choosing the Right Boiler for Your Facility
Match Boiler Type with Application Demands
Every facility has distinct load profiles and operational requirements. Industrial sites—such as manufacturing plants or chemical processing facilities—require high-capacity boilers that can handle continuous operation under variable conditions. In contrast, commercial settings like schools, office buildings, or hospitals often prioritize energy efficiency, ease of maintenance, and noise reduction.
Fire-tube boilers work well in low to medium pressure applications and offer simpler maintenance, making them a common choice for commercial buildings. Water-tube boilers, with their high-pressure capabilities and fast response times, suit industrial settings where load swings and high output are prioritized.
Key Specification Factors to Evaluate
- Boiler Capacity & Load Matching: Choose a model that aligns with your facility’s peak and partial load demands. Undersized systems will underperform; oversized units cycle inefficiently and wear faster.
- Fuel Type Compatibility: Natural gas remains the most widely used fuel in commercial boilers in the U.S., with nearly 85% of systems operating on gas as reported by the U.S. Energy Information Administration (EIA). Dual-fuel options can increase flexibility when fuel prices fluctuate.
- Integration with Control Systems: Verify compatibility with your existing Building Management System (BMS). Advanced control panels with remote diagnostics, sequencing capabilities, and real-time performance tracking allow operators to optimize efficiency with less manual intervention.
- Footprint & Installation Constraints: Evaluate if the physical dimensions, venting needs, and access paths match your mechanical room layout. Some modern condensing boilers offer stacked configurations to conserve space.
Partnering with the Right Team
Reliable boiler selection depends as much on engineering insight as it does on product quality. Mechanical engineers and energy consultants can model your facility’s exact thermal profile using tools like TRACE 3D Plus or RETScreen. This modeling predicts how a boiler will perform throughout seasonal and operational swings.
Collaborating with ASME-certified vendors ensures adherence to national design standards while guaranteeing access to proper startup, commissioning, and training. Look for manufacturers and reps that back up their systems with lifecycle support packages, from diagnostics to service parts availability.
Benchmarks and Outcomes from Real Facilities
In a 310,000-square-foot hospital in Illinois, boiler replacement led to a documented 27% reduction in annual energy costs after switching to two high-efficiency, condensing water-tube boilers from a traditional steam-fired system. The upgraded units operated at 95% thermal efficiency during consistent mid-load operation and integrated directly into the facility’s existing BMS.
A packaging facility in Texas replaced three aging fire-tube boilers with modular, on-demand water-tube systems. This dynamic setup matched variable process load with near-immediate response times, eliminating thermal lag and reducing fuel consumption by over 20% year-over-year.
Every example points to a single truth: precision in boiler choice directly influences cost, reliability, and operational continuity. Analyze needs carefully, trust data over assumptions, and engage professionals who treat your building like a long-term investment.