
Boilers for Industrial Use: Essential Solutions for Manufacturing and Process Efficiency
Industrial boilers power a vast range of manufacturing and production operations, supplying the necessary heat and energy required for critical processes. Factories, refineries, and processing plants rely on these systems to generate steam or hot water, ensuring consistent production performance and efficiency.
Manufacturers deploy different boiler types based on their specific operational needs. Steam boilers generate high-pressure steam for turbines, sterilization, and chemical processing. Hot water boilers supply thermal energy for heating systems, sanitation, and material processing. Thermal oil boilers handle high-temperature heat transfer applications, delivering precise temperature control in industries like food manufacturing and chemical processing.
Burner Combustion Systems provides comprehensive boiler solutions for manufacturing companies and industrial facilities. With a full range of boiler sales, service, and rentals, they support diverse applications with cutting-edge systems designed for efficiency and reliability.
Boiler Efficiency: The Key to Cost-Effective Operations
Maximizing Heat Transfer and Reducing Energy Waste
Boiler efficiency directly impacts energy consumption and operational costs in industrial facilities. A high-efficiency boiler converts more fuel into usable heat, minimizing losses and reducing overall energy waste. Several factors influence efficiency, including heat exchanger design, insulation quality, and combustion technology.
Optimizing heat transfer starts with selecting the right boiler. Firetube and watertube designs offer different efficiency levels depending on pressure, capacity, and steam demand. Incorporating economizers recovers exhaust heat, preheating feedwater to enhance thermal efficiency. Condensing boilers take this further by utilizing latent heat from flue gases, achieving efficiencies above 90%.
Burner Combustion Systems provides solutions that integrate advanced burner technology with precise air-to-fuel ratio control. Efficient combustion ensures maximum heat generation with minimal excess air, reducing stack losses. Modern burner management systems continuously adjust fuel input and air supply, responding dynamically to load demands.
- Insulation and Refractory Optimization: High-quality refractory materials in boiler walls and insulation layers minimize heat loss.
- Blowdown Management: Automated blowdown systems regulate water quality, preventing heat loss from excessive purging.
- Oxygen Trim Control: Real-time monitoring adjusts airflow to optimize combustion processes, preventing unnecessary fuel consumption.
Impact of Boiler Efficiency on Manufacturing Costs and Environment
Efficiency improvements translate directly into cost reduction. A boiler operating at 85% efficiency consumes significantly less fuel than one running at 75%, cutting annual fuel expenses. Over time, incremental efficiency gains result in substantial financial savings, improving profitability.
Reduced fuel consumption lowers greenhouse gas emissions, aligning industrial operations with environmental sustainability goals. Regulatory bodies set efficiency standards to curb carbon footprints, making high-efficiency boilers essential in compliance-driven industries. Burner Combustion Systems offers advanced solutions to help reduce energy consumption without compromising output.
Industrial manufacturers integrating state-of-the-art boiler technology benefit from lower operating costs and a reduced environmental impact. Efficiency enhancements not only ensure regulatory compliance but also establish long-term cost savings and sustainable operations.
Tailored Boiler Types for Every Manufacturing Need
How Different Boiler Types Suit Diverse Industrial Applications
Industrial manufacturing requires boilers that align with specific process demands. The right boiler type enhances efficiency, maintains production consistency, and meets exact heating or steam output requirements. Various industries rely on distinct boiler designs to support their operations.
- Firetube Boilers: Widely used in food processing and chemical production, these boilers offer compact designs and high thermal efficiency. They handle moderate steam pressures, making them ideal for steady load demands.
- Watertube Boilers: Preferred in power generation, large-scale manufacturing, and refineries. Capable of handling higher pressures, these boilers deliver steam at rapid rates, supporting continuous and high-demand operations.
- Electric Boilers: A preferred choice for industries with strict emissions requirements. These boilers eliminate the need for combustion, making them ideal for pharmaceutical and healthcare applications.
- Modular Steam Boilers: Textile industries and manufacturing companies benefit from these systems due to their rapid response time, energy efficiency, and ability to scale with production needs.
Each industrial sector requires a boiler system tailored to its specific processes. Choosing the right type ensures reliable performance, prolonged equipment life, and compliance with operational requirements.
Case Studies: Successful Implementation in Your Sector
Industries that integrate the right boiler technology see tangible operational improvements. Manufacturing companies leveraging modular steam boilers reduce energy waste while ensuring consistent production times. Textile industries adopting high-efficiency burners enhance fabric treatment processes with precise temperature control.
Institutions such as hospitals rely on advanced boiler room equipment to maintain uninterrupted steam supply for sterilization and heating. Facilities using watertube boilers in their operations experience increased efficiency in energy-intensive processes such as dyeing, drying, or material processing.
Burner Combustion Systems supplies, installs, and services boilers tailored for diverse manufacturing applications. By offering cutting-edge modular steam systems, combustion solutions, and efficient burner management systems, they ensure businesses maintain performance, reliability, and cost-effectiveness in their steam and heating operations.
Fuel Options to Align with Your Energy Strategy
Fuel selection determines operational costs, efficiency levels, and carbon footprint. Each energy source offers distinct benefits and challenges, making it necessary to align fuel choices with production demands, budget constraints, and sustainability goals.
Natural Gas Boilers: Clean and Efficient Heat for Industry
Natural gas fuels many industrial boilers due to its high efficiency and lower emissions. It produces fewer particulates and sulfur oxides compared to traditional fossil fuels, reducing environmental impact while maintaining steady steam production. Many industries prefer natural gas boilers because they support precise temperature control, rapid heat-up times, and compatibility with advanced burner management systems.
- Efficiency: Typically achieves combustion efficiencies above 90%, helping to optimize fuel usage.
- Reliability: Provides a stable and consistent energy source without storage concerns.
- Reduced Emissions: Emits significantly less CO₂, sulfur dioxide (SO₂), and nitrogen oxides (NOₓ) compared to coal or oil.
Burner Combustion Systems offers industrial gas boilers with integrated burner technologies and modular configurations. These systems enhance operational adaptability while reducing energy waste.

Oil and Coal: Traditional Options with Modern Improvements
Although many industries are transitioning to cleaner fuels, oil and coal still power numerous high-load applications. Modern advancements have improved combustion efficiency and reduced emissions through technologies like low-NOₓ burners and flue gas treatment systems.
- Heavy Oil and Diesel: Used where natural gas infrastructure is unavailable, providing high calorific value per unit.
- Coal-Fired Systems: Lower fuel costs in regions with abundant coal reserves, supplemented by emission control equipment.
- Efficiency Enhancements: Preheated combustion air and flue gas recirculation reduce energy losses.
Burner Combustion Systems supplies advanced burner solutions for oil and coal-fired boilers, integrating emissions control systems to meet current regulatory standards.
Biomass Boilers: Harnessing Renewable Energy for Industrial Heat
Biomass-fueled boilers utilize organic materials such as wood chips, agricultural residues, and waste pellets to generate heat and steam. The push for carbon neutrality drives industries to adopt biomass solutions, reducing dependency on fossil fuels.
- Renewable Fuel Source: Biomass reduces reliance on non-renewable energy while utilizing waste materials effectively.
- Carbon Reduction: Biomass combustion releases CO₂, but the carbon cycle balances emissions through plant regrowth.
- Fuel Flexibility: Boilers can burn a range of biomass materials, allowing operators to optimize fuel costs.
Burner Combustion Systems provides biomass-compatible burner technologies, ensuring efficient combustion control while maintaining reliability. As environmental regulations tighten, industries increasingly adopt biomass systems to align with long-term sustainability strategies.
Boiler Capacity and Size – Finding Your Perfect Match
Importance of Right-Sizing Your Boiler
Properly sizing an industrial boiler eliminates energy wastage, extends equipment lifespan, and ensures operational efficiency. An oversized boiler cycles frequently, causing thermal stress and increased maintenance costs. An undersized unit struggles to meet process demands, leading to production delays and inefficiencies.
Calculating the right boiler capacity involves analyzing steam or hot water requirements, peak load conditions, and future scalability. Thermal input, measured in BTUs per hour, directly affects operational efficiency. Burner Combustion Systems provides industrial clients with data-driven assessments to match their facilities with optimal boiler capacities.
- Process Load Analysis: Precise measurement of steam demand prevents over- or under-sizing.
- Peak Demand Consideration: Accounting for maximum production ensures uninterrupted operation during high-load periods.
- Scalability Planning: Modular and expandable boiler solutions offer flexibility for future increases in demand.
- Thermal Efficiency Evaluation: Higher efficiency ratings translate to lower fuel consumption and reduced operating costs.
Customization Options for Varied Manufacturing Demands
Different industrial processes require distinct boiler configurations. Textile industries, food processing plants, and power generation facilities each have unique thermal energy demands. Customization features such as multiple heat exchanger designs, dual-fuel capabilities, and advanced burner controls enhance efficiency and reliability.
- Modular Boiler Systems: Scalable designs ensure adaptability for varying production demands.
- Redundant Configurations: Backup boiler units prevent downtime in critical processes.
- Advanced Burner Controls: Integrated systems improve fuel efficiency and regulate combustion dynamically.
- High-Turn-Down Ratios: Efficient load management adapts to fluctuating demands without excessive cycling.
Burner Combustion Systems provides boiler sales, service, and rental solutions tailored to industrial specifications. By matching the correct boiler size and capacity with operational requirements, facilities achieve maximum efficiency, streamlined performance, and long-term cost savings.
Commitment to Emissions Control and Environmental Compliance
Technologies that Reduce Harmful Emissions
Industrial boilers contribute to emissions that must be controlled to meet regulatory standards and sustainability goals. Advanced burner technologies, exhaust treatment systems, and optimized fuel combustion strategies reduce nitrogen oxides (NOx), sulfur oxides (SOx), and particulate matter emissions. Burner Combustion Systems offers high-efficiency burner solutions and low-NOx combustion technologies to help industries minimize their environmental impact.
Flue gas recirculation (FGR) reduces NOx emissions by cooling the combustion temperature. Selective catalytic reduction (SCR) and selective non-catalytic reduction (SNCR) systems further decrease NOx levels by injecting ammonia or urea into exhaust gases. These technologies integrate seamlessly with boiler systems to ensure compliance with stringent environmental regulations.
Oxygen trim controls adjust air-to-fuel ratios for more efficient combustion, decreasing carbon monoxide (CO) and unburned fuel emissions. Economizers recover excess heat from flue gases, improving energy efficiency while lowering greenhouse gas emissions. Burner management systems enhance operational performance with real-time monitoring and automated adjustments.
How Compliance Can Be an Advantage for Manufacturers
Regulatory compliance extends beyond meeting legal obligations. Emission-reducing technology adoption boosts efficiency, reduces fuel costs, and strengthens corporate sustainability initiatives. Manufacturers implementing emissions control strategies gain eligibility for government incentives, tax credits, and regulatory flexibility.
Industries face increasing pressure to meet environmental, social, and governance (ESG) criteria. Adopting low-emission boiler technologies enhances brand reputation and fosters business opportunities with environmentally conscious clients. Compliance-driven innovation also minimizes downtime related to regulatory infractions and avoids financial penalties.
Burner Combustion Systems provides tailored emission reduction solutions that align with local and federal regulations. Businesses integrating high-efficiency burners, heat recovery systems, and advanced combustion controls achieve both environmental and financial advantages.
Industrial Applications and Real-world Benefits
Diverse Use Cases from Production Lines to HVAC
Industrial boilers support a wide range of applications, from high-volume manufacturing processes to large-scale heating needs. Industries rely on steam and hot water for critical operations, ensuring production continuity and efficiency. In textile manufacturing, boilers generate steam required for dyeing, drying, and fabric finishing. Without a stable steam supply, production halts, leading to costly downtime.
Food processing plants depend on boilers for sterilization, cooking, and packaging. Steam ensures safe food handling while maintaining precise temperature control. In pharmaceutical production, boilers contribute to maintaining sterile environments, supporting essential processes like fermentation and precise chemical reactions.
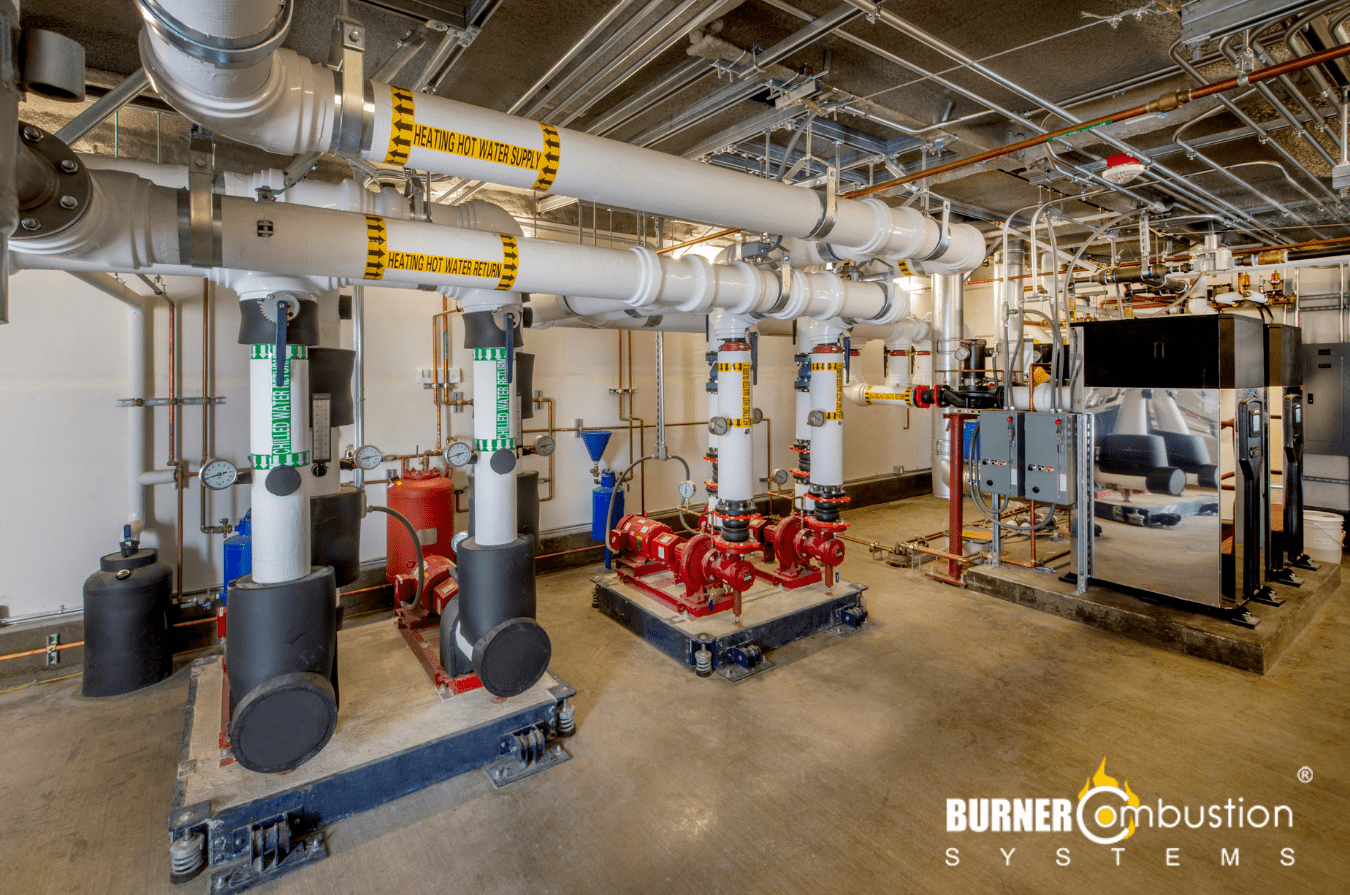
Beyond manufacturing, large facilities integrate industrial boilers into HVAC systems for space heating and building management. Hospitals, universities, and commercial complexes use reliable steam generation to maintain indoor climate control and sanitation standards. Industrial laundries also utilize boiler systems to power high-capacity washing and drying equipment.
Heat and Energy: Critical Components for Efficient Manufacturing
Consistent heat supply drives process efficiency in industrial settings. Boilers convert fuel energy into usable heat, supporting operations that demand precise temperature control. Steel and metal fabrication rely on high-pressure steam to shape, mold, and treat raw materials. Without an efficient boiler system, metallurgical processes experience inconsistencies that affect product quality.
Chemical processing plants require steady thermal energy for distillation, refining, and reaction control. In paper manufacturing, boilers produce steam for pulp digesting and drying, optimizing moisture levels for final product integrity. Breweries and distilleries implement boiler systems to ensure fermentation and pasteurization processes remain uninterrupted.
Burner Combustion Systems provides robust boiler solutions tailored to these industries. Whether manufacturing companies need high-efficiency modular steam systems or institutions require cutting-edge burner technology, Boiler Combustion Systems ensures optimized performance. Reliable steam generation supports operational demands while aligning with energy efficiency and emissions standards.
Industrial operations depend on boilers for essential heat and power, and selecting the right system enhances production throughput, quality, and cost-effectiveness.

Prioritizing Safety and Compliance with Standards
Built-in Safety Features to Protect Operations and Personnel
Industrial boilers operate under high temperatures and pressures, which demands robust safety mechanisms. Modern systems integrate multiple layers of protection, reducing risks associated with overheating, overpressure, and fuel leaks. Burner Combustion Systems offers boilers equipped with dependable safety features that safeguard both equipment and personnel.
- Pressure Relief Valves: These automatically release excess steam to prevent dangerous pressure buildup.
- Low-Water Cutoffs: Prevent dry firing by shutting down the burner if the water level drops below safe operating thresholds.
- Flame Safeguard Systems: Continuously monitor combustion and shut down the burner if a flame failure occurs.
- Automatic Shutdown Controls: React to abnormal operating conditions, ensuring rapid boiler shutdown when pressures or temperatures reach unsafe levels.
- Leak Detection Sensors: Identify potential leaks in steam piping to prevent hazardous conditions.
These integrated features not only enhance operational safety but also minimize downtime due to emergency shutdowns. Burner Combustion Systems supplies boilers engineered with these advanced safeguards, ensuring continuous and secure industrial operation.
Adherence to National and International Safety Standards
Strict regulations govern industrial boiler systems to ensure workplace safety and optimal performance. Non-compliance results in legal consequences, operational disruptions, and increased liability. Burner Combustion Systems provides boiler solutions that meet prevailing safety and compliance requirements.
- ASME Boiler and Pressure Vessel Code (BPVC): Defines critical design, manufacturing, and inspection standards for pressure vessels.
- National Fire Protection Association (NFPA): Establishes fire safety protocols, including burner management system requirements.
- Occupational Safety and Health Administration (OSHA): Regulates workplace boiler operations to protect personnel from hazardous conditions.
- Environmental Protection Agency (EPA): Sets air quality standards, ensuring that boilers comply with emission limits.
- International Organization for Standardization (ISO): Establishes best practices for safety management and boiler efficiency.
Adopting certified and compliant boiler systems guarantees regulatory adherence. Industries operating with Burner Combustion Systems benefit from these compliance-focused solutions, minimizing risks and maintaining approved safety benchmarks.
Ensuring Uptime with Maintenance and Service Support
Planned Servicing to Prevent Downtime
Unexpected boiler failures disrupt production, increase costs, and reduce operational efficiency. Routine maintenance minimizes these risks by addressing potential issues before they escalate. Scheduled inspections, performance testing, and component replacements keep boilers operating at peak efficiency. Ignoring regular servicing leads to reduced system lifespan, increased energy consumption, and costly emergency repairs.
Proper water treatment, burner adjustments, and software updates prevent scale buildup, combustion inefficiency, and control malfunctions. A structured maintenance schedule ensures compliance with safety regulations while avoiding unplanned shutdowns. Industrial facilities that integrate preventive maintenance experience lower failure rates and sustained performance.
Access to Expert Technicians and Original Parts
Reliable service support requires skilled technicians with specialized knowledge. Improper repairs increase safety risks and reduce operational efficiency. Technicians with expertise in burner systems, steam generation, and control mechanisms optimize performance and quickly resolve issues.
- Certified experts diagnose faults efficiently and restore operations without delays.
- Access to original equipment manufacturer (OEM) parts ensures compatibility and longevity.
- Timely component replacements prevent unexpected breakdowns and production losses.
Burner Combustion Systems provides boiler sales, service, and rentals for various industries, ensuring continuous support through trained professionals and high-quality spare parts. Their comprehensive service approach extends the operational lifespan of boilers while maximizing efficiency and reliability.
Energy Savings and Direct Cost Reduction Techniques
Technologies and Practices to Cut Energy Bills
Reducing energy consumption in industrial boiler systems requires a combination of advanced technology and operational best practices. High-efficiency burners, economizers, and heat recovery systems maximize fuel utilization, cutting unnecessary waste. Burner Combustion Systems provides commercial and industrial operations with these energy-efficient solutions, optimizing steam production while reducing fuel costs.
- High-Efficiency Burners: Modern burners achieve precise combustion control, increasing fuel-to-steam efficiency. Low-NOx burners further optimize energy use while maintaining emissions compliance.
- Economizers: These heat exchangers recover waste heat from flue gases and preheat incoming feedwater, reducing fuel demand. Proper installation can yield fuel savings of 5% to 10%.
- Heat Recovery Systems: Flash steam recovery and condensate return systems improve overall efficiency by reclaiming usable heat from the process.
- Oxygen Trim Controls: Automated sensors continuously monitor flue gas oxygen levels and adjust airflow, reducing excess air and improving combustion efficiency.
- Blowdown Heat Recovery: Heat lost during blowdown can be recovered using heat exchangers, preheating makeup water and saving on fuel costs.
Implementing these technologies results in measurable reductions in fuel consumption, lowering operational costs and improving overall system efficiency.
Lifecycle Cost Analysis: Investing for Long-term Savings
Industrial boiler investments require a long-term perspective. Evaluating lifecycle costs instead of just initial purchase prices ensures a financially sound decision. Burner Combustion Systems offers high-efficiency boiler solutions that minimize maintenance expenses, extend operational lifespan, and maintain peak performance.
- Fuel Efficiency: A high-efficiency system reduces ongoing energy costs, producing significant savings over the boiler’s operational life.
- Maintenance Costs: Frequent maintenance due to outdated components increases expenses. Advanced boilers with modern controls minimize downtime and service needs.
- Performance Degradation: Low-quality boilers degrade faster, resulting in efficiency losses and higher fuel demands. Investing in durable, high-efficiency systems prevents such inefficiencies.
- Replacement and Upgrades: Modular boilers allow phased upgrades, reducing capital expenditures while maintaining operational efficiency.
Analyzing these factors provides a clearer financial picture, guiding industrial operations toward the most cost-effective boiler solutions. Burner Combustion Systems supports this evaluation, helping businesses make informed decisions that optimize both energy efficiency and long-term financial outcomes.
Embracing Modernization with Automation and Control Systems
Advanced Controls for Precise Operation
Boiler automation has transformed industrial operations by providing precise control over combustion, steam output, and energy consumption. Modern control systems optimize fuel usage, reduce emissions, and improve response time to varying load demands. By incorporating programmable logic controllers (PLCs), companies achieve real-time monitoring and automated adjustments, enhancing efficiency and safety.
Burner management systems (BMS) ensure consistent burner performance, monitoring ignition sequences, flame stability, and shutdown procedures. These systems reduce operator intervention while minimizing fuel waste and enhancing overall equipment lifespan. Variable frequency drives (VFDs) optimize fan and feedwater pump operations, cutting energy consumption and improving system responsiveness.
- Oxygen Trim Controls: These systems adjust air-to-fuel ratios based on flue gas analysis, improving combustion efficiency and reducing excess oxygen.
- Lead-Lag Sequencing: Automated coordination of multiple boilers ensures optimal load-sharing and prevents unnecessary cycling, reducing wear and fuel consumption.
- Remote Monitoring: Cloud-based platforms provide real-time access to boiler performance metrics, allowing for proactive maintenance and immediate troubleshooting.
Integration with Manufacturing Systems for Streamlined Processes
Seamless integration of boilers with industrial control systems enhances process efficiency and synchronizes steam generation with production demands. By incorporating Supervisory Control and Data Acquisition (SCADA) systems, operators gain complete visibility into boiler performance while streamlining communication between multiple operational units.
Burner Combustion Systems provides boiler sales, service, and rentals with automation-ready solutions, ensuring compatibility with modern industrial infrastructure. The integration of boilers with enterprise resource planning (ERP) systems enables data-driven decision-making, improving energy allocation and forecasting operational requirements.
- Automated Load Adjustment: Boilers adapt output based on real-time production needs, minimizing energy waste and reducing operational costs.
- Predictive Analytics: Advanced diagnostics predict potential failures, allowing for planned maintenance rather than reactive downtime.
- Customized System Controls: Tailored automation aligns with specific industry needs, whether for manufacturing companies, textile industries, or institutions requiring consistent steam supply.
Industrial facilities benefit from precision, efficiency, and lower operational costs when integrating automation into boiler operations. Burner Combustion Systems delivers advanced boiler technology, ensuring reliability and performance across diverse industrial applications.
Custom Solutions: Modular and Scalable Boiler Systems
Adapting to Growth with Modular Designs
Industrial operations fluctuate with market demand, requiring a boiler system that scales accordingly. Modular boiler systems provide a flexible solution, allowing businesses to add capacity incrementally instead of investing in oversized installations. This approach optimizes fuel consumption, minimizes idle losses, and ensures energy is used efficiently.
Each module operates independently, enabling staged output control. When demand increases, additional units activate; when it decreases, unneeded modules shut down. This dynamic functionality ensures steady steam or hot water supply while preventing unnecessary energy expenditure. Additionally, modular configurations reduce installation time as prefabricated units integrate seamlessly with existing infrastructure.
Burner Combustion Systems offers on-demand modular steam solutions designed for businesses dealing with unpredictable workloads. These systems enhance redundancy, reducing the impact of downtime and ensuring continuous production without excessive standby energy costs.
Catering to Unique Manufacturing Needs
Every industry requires tailored solutions, and modular boiler systems allow customization to match specific operational demands. Some manufacturing processes require precise temperature control or rapid steam generation, while others prioritize emissions compliance or fuel efficiency. A scalable boiler setup caters to these needs without unnecessary surplus capacity.
- Space optimization: Compact modular systems reduce footprint requirements, making them ideal for facilities with limited space.
- Fast deployment: Pre-assembled modular units expedite installation, minimizing operational disruptions.
- Energy efficiency: Each module operates at optimal load levels, preventing cycling losses common in oversized boilers.
- Redundancy: Multiple small units provide backup capacity, mitigating risks associated with single large boilers.
Burner Combustion Systems supplies and services modular boiler solutions tailored for manufacturing, institutions, and process-driven industries. With a comprehensive selection of boiler room equipment, businesses achieve efficiency improvements and operational reliability through scalable designs.
The Financial Benefits of a Comprehensive Product Warranty
Protecting Your Investment with Guarantees and Warranties
Industrial boilers represent a significant capital investment. A comprehensive product warranty safeguards that investment by covering potential defects, faulty components, and unexpected failures. Manufacturers design these warranties to reduce financial risk while ensuring long-term equipment reliability. Businesses that secure robust warranties avoid steep repair costs and unplanned downtime, ensuring continuous operation without financial uncertainty.
Burner Combustion Systems provides industrial boiler solutions backed by industry-leading product warranties. These guarantees cover essential system components, ensuring manufacturing companies, textile industries, and institutions operate without costly interruptions. With a warranty in place, businesses can shift their focus to optimizing operational efficiency instead of worrying about unexpected repair expenses.
Cost Implications and Peace of Mind
Repairing or replacing critical boiler components can lead to significant expenditures. A well-structured warranty eliminates or substantially reduces these unplanned costs. Coverage typically includes major components such as heat exchangers, burners, and controls—parts essential to maintaining performance.
- Reduced Maintenance Costs: A warranty limits repair and replacement expenses, preserving operational budgets.
- Improved Financial Planning: Predictable costs enhance accuracy in budgeting and long-term financial forecasting.
- Minimized Downtime: Quick access to warranty-covered repairs prevents production halts, safeguarding revenue.
- Extended Equipment Lifespan: Manufacturers design warranties to encourage proper system care, which enhances long-term performance.
Burner Combustion Systems partners with top-tier manufacturers to provide covered boiler solutions with strong warranties, offering peace of mind for businesses operating critical industrial systems. The right warranty reduces financial exposure, ensures consistent boiler performance, and enables companies to allocate resources more effectively.
Streamlining Your Operation with Expert Installation and Guidance
Ensuring Proper Setup for Optimal Performance
Proper installation directly impacts the efficiency, reliability, and lifespan of an industrial boiler. Incorrect setup leads to performance issues, increased fuel consumption, and potential system failures. Every component, from burners to feedwater systems, must be installed with precision to meet operational demands.
Burner Combustion Systems provides professional boiler installation services tailored to industrial requirements. Engineers assess site conditions, system compatibility, and regulatory compliance before finalizing installation protocols. This process ensures seamless integration with existing infrastructure, minimizing disruptions while maximizing efficiency.
Precision matters in piping and control system alignment. Poorly connected steam and condensate lines reduce heat transfer efficiency and increase energy costs. Installation teams configure piping networks to optimize steam distribution, ensuring proper insulation and condensate recovery for maximum thermal performance.
- Burner System Configuration – Matching burner specifications to boiler capacity prevents inefficiencies and maintains stable combustion.
- Calibration and Tuning – Burner controls require fine-tuning to achieve the correct air-to-fuel ratio for optimal performance.
- Electrical and Control System Integration – Proper wiring and automation setup enhance monitoring capabilities and improve safety.
- Start-Up and Testing – Post-installation tests confirm output pressures, efficiency levels, and compliance with industrial codes.
By handling installation with expertise, Burner Combustion Systems eliminates risks associated with improper setup, ensuring that boilers operate at peak efficiency from the start.
Training and Operational Support for Seamless Integration
Operational success relies on well-trained personnel who understand boiler operation, maintenance, and troubleshooting. Even the most advanced boiler systems require knowledgeable operators to sustain efficiency and prevent unplanned downtime.
Burner Combustion Systems provides comprehensive training programs designed for industrial facilities. These programs cover system operation, safety protocols, and routine maintenance procedures to keep the boiler in optimal condition.
- Hands-On Equipment Training – Staff learn to operate and monitor boiler controls, interpret diagnostic readings, and manage fuel systems efficiently.
- Safety and Compliance Instruction – Training sessions cover procedures for emergency shutdowns, pressure management, and emissions control.
- Preventive Maintenance Techniques – Teams receive guidance on water treatment, burner inspections, and regular servicing to avoid breakdowns.
- Technical Troubleshooting – Operators develop problem-solving skills to identify and address common system inefficiencies.
These training initiatives ensure operators are equipped with the knowledge to maximize boiler performance while preventing costly downtime. Through expert installation and structured training support, Burner Combustion Systems enhances operational efficiency for industrial applications.
Upholding Industry Standards for Quality and Performance
Certifications that Signal Reliability and Compliance
Industrial boilers must meet stringent regulatory and performance standards to ensure safety, efficiency, and reliability. Certifications from recognized organizations confirm compliance with rigorous industry requirements. The American Society of Mechanical Engineers (ASME) Boiler and Pressure Vessel Code (BPVC) sets the benchmark for design, construction, and inspection. Manufacturers that meet these standards provide boilers that adhere to precise engineering principles and safety protocols.
Other critical certifications include the National Board of Boiler and Pressure Vessel Inspectors (NBBI) registration, which verifies adherence to ASME codes post-manufacturing. The Environmental Protection Agency (EPA) mandates emissions standards for industrial boilers, ensuring compliance with air quality regulations. Additionally, Underwriters Laboratories (UL) certification confirms electrical and safety integrity for components used in burner and control systems.
Working with Accredited Providers for Quality Assurance
Partnering with established suppliers ensures that industrial boilers meet performance expectations while complying with industry regulations. Burner Combustion Systems works with top-tier manufacturers, delivering commercial and industrial boiler solutions that align with ASME, NBBI, and EPA standards. These partnerships guarantee access to high-efficiency boilers, cutting-edge burner technology, and advanced control systems.
- ASME-certified boilers ensure structural integrity and operational safety.
- Low-emission burners meet EPA guidelines for air quality compliance.
- Third-party inspections validate pressure vessel performance and durability.
- Automation systems conform to UL safety standards for electrical components.
Institutions, textile industries, and manufacturing companies benefit from working with accredited providers that uphold industry standards. Burner Combustion Systems delivers boiler sales, service, and rentals, ensuring compliance with regulatory frameworks while optimizing performance and efficiency.
Maximizing Efficiency with the Right Industrial Boiler
Strategic Boiler Selection for Industrial Success
Industrial boilers drive manufacturing operations by providing consistent heat and energy. A well-chosen boiler enhances operational efficiency, lowers fuel consumption, and minimizes downtime. Selecting a highly efficient system ensures reduced overhead costs while maintaining production capacity.
Manufacturers benefit from tailored boiler configurations designed to meet specific energy demands. From textile industries requiring precise steam output to processing plants needing continuous hot water solutions, the right boiler supports productivity while aligning with industry regulations. Compliance with emissions standards also remains a priority, ensuring sustainable operations.
Consult, Optimize, and Implement Advanced Boiler Solutions
Industrial operations thrive when their heating systems align with output demands. Conducting a boiler efficiency audit uncovers opportunities for improvement, highlighting areas where modern burner management systems, waste heat recovery, and modular steam solutions enhance performance.
- Assess current energy usage with a professional evaluation.
- Explore high-efficiency boiler models to reduce fuel consumption.
- Implement automation for precise temperature and pressure control.
- Streamline maintenance with predictive diagnostics.
Your Next Step: Customized Boiler Solutions from Burner Combustion Systems
Burner Combustion Systems delivers highly efficient industrial boilers, tailored to meet manufacturing challenges. Whether upgrading equipment, integrating new steam systems, or optimizing an existing boiler room, expert support ensures long-term savings and operational reliability.
Request a consultation today to find the ideal industrial boiler for your facility’s heating requirements. A customized approach guarantees uninterrupted energy supply, cost benefits, and compliance with industry standards.
Contact Burner Combustion Systems to schedule an efficiency audit and discover how cutting-edge boiler solutions enhance performance.